A longstanding customer of Berendsen’s recently approached us to design and build a power unit to assist with the transfer of solcenic storage fluid into the longwall roof supports of their mine based in NSW’s Hunter region. Our customer operates a number of high performing underground coal mines across Australia. The use of a Power Unit for this type of application is a cost effective alternative compared with utilising a generator to produce the required power.
The Project
Berendsen’s in-house Engineering and Design team consulted with the customer over a two week period to establish an outline of their requirements and provided several design options for consideration. Each design was developed utilising the latest 3D modelling software, Solid Edge, and AutoCAD for the circuit drawing.
In designing this custom power unit, factors that had to be taken into consideration included the site’s remote location, limited air and power supply and the need for the unit be able to operate at pressures up to 200 Bar.
The Solution
In light of these factors, the Engineering and Design team suggested incorporating a diesel engine instead of an electric engine to power the unit, which the customer agreed was an ideal solution.
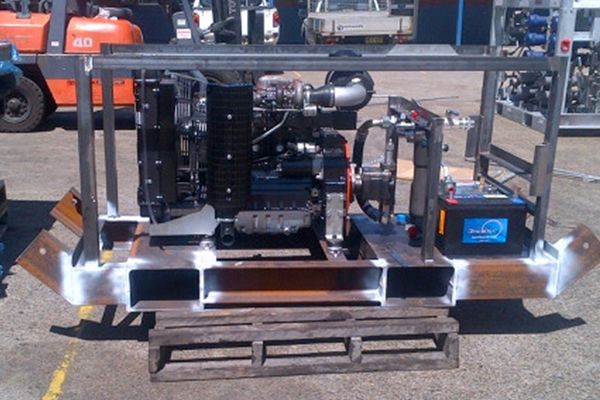
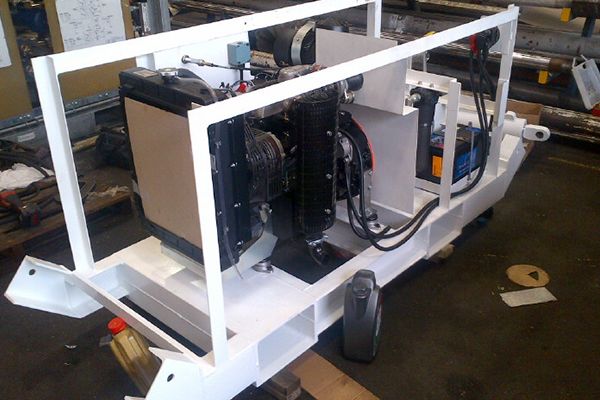
The power unit is comprised of a Kohler 4-cylinder naturally aspirated diesel engine direct coupled to a fixed displacement cast-iron gear pump. This pump set is mounted to a skid frame which also houses MP Filtri pressure and suction filtration, a Parker gear pump, HydraForce control valves, isolation ball valves, a control box with emergency stop, a fuel tank, a battery and hosing and fittings.
The unit features both pump suction and pressure line filtration:
- Suction filters prevent contamination from the storage containers from damaging the pump
- Pressure filters prevent contamination from the pump from entering the roof supports and other equipment downstream
Both filters are fitted with visual indicators, which gauge the quantity of contamination held within the filter element by monitoring the pressure drop across it.
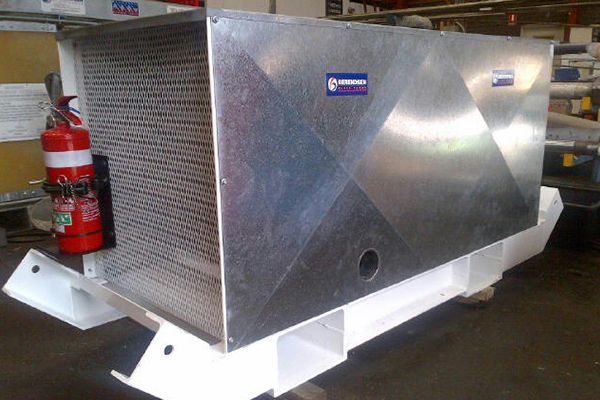
The power unit also has unique environmental protection panelling, which was designed to be easily removed allowing for accessible service and maintenance.
The power unit was manufactured in-house at Berendsen Newcastle’s ISO certified workshop by our team of specialised technicians. The manufacturing involved comprehensive welding work, which was undertaken by our in-house welding specialists.
Given the unit was manufactured for use on a mine site, we were also required to provide a large range of documentation and certification regarding the unit. This is an area Berendsen has vast experience in given the significant amount of equipment we supply regularly to mine sites across Australia.
The Result
Berendsen is well positioned to provide hydraulic solutions of this nature. We were able to provide a complete hydraulic solution entirely in-house, from concept design and development to procurement and manufacturing. Additionally we delivered the power unit within the customer’specified budget and within the customer’s six week timeframe.