Berendsen Fluid Power’s ability to go above and beyond customer expectations continues, with the recent design and manufactureof custom made filtration units for a challenging longwall mining application.
The Project
Berendsen Fluid Power was engaged a customer, an Australian manufacturer of mining equipment, to assist with a custom manufacturing project for a leading global producer of major commodities. The project was specifically for use at an underground coal mine site in Australia’s Illawarra region.
The project involved the design and manufacture of three filtration systems to remove solid particulate contamination from the solcenic fluid that flows along hydraulic lines between a high pressure positive displacement pump station and the longwall. It is vital for the fluid to be maintained at a particular fluid cleanliness level in order to prevent contamination related failures in the longwall hydraulic system and pump station, which would result in costly system downtime.
The Solution
Typically, filtration systems of this nature utilise a large, complex hose system which creates a chaotic workspace, requires a large amount of space and increases the number of potential leak points.
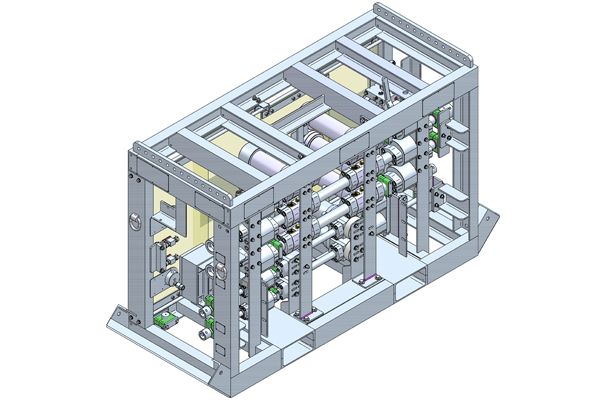
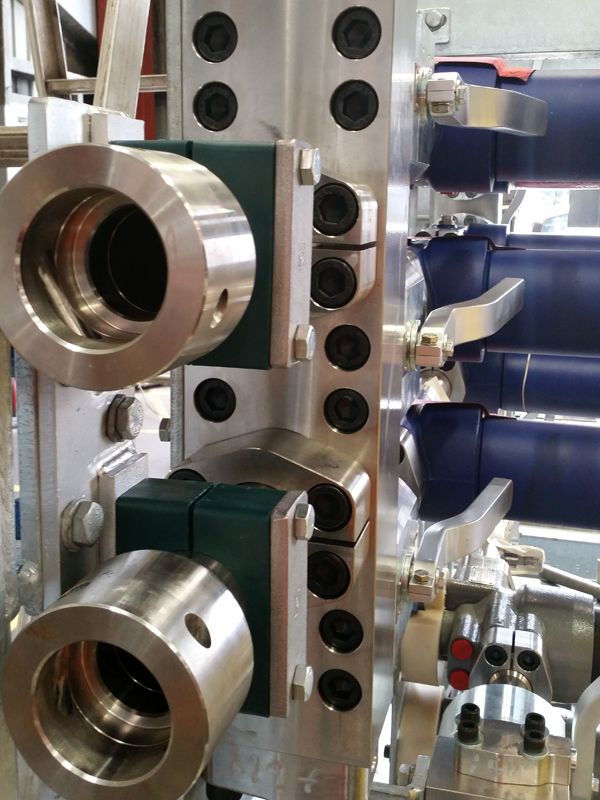
Berendsen’s experienced team suggested a unique design that utilised a combination of hard piping and manifolds in place of a hose system. Specifically the system utilised a range of Pall filter housings, a market leader in filtration technology, and seven custom designed manifolds manufactured by Berendsen’s ISO:9001 certified manufacturing hub in Newcastle.
The two circuits within the unit, a standard system pressure circuit and a high-set pressure circuit, are rated to 350 bar and 420 bar respectively, and all system components were designed with a minimum 2.5:1 safety rating requirement.
The system was manufactured by Berendsen’s team of qualified technicians and boilermakers, with all machining and welding requirements, including the framework, undertaken in-house and in line with Berendsen’s weld procedures.
Part of Berendsen’s standard design process, the filtration system underwent rigorous Finite Element Analysis (FEA) to confirm its sound safety capacity and to minimise the amount of materials required to manufacture the manifolds, thereby ensuring cost efficiency.
The Benefits
The key benefits of Berendsen’s design are:
- Easier maintenance and therefore minimal downtime. An isolation valve arrangement after the inlet manifold and before the outlet manifold connection allows the client to isolate one set of filter housings in the event of a malfunction while the other set of housings continues to operate. The housings have been sized to allow this process to be carried out without effecting the operation of the system or the cleanliness of the solcenic.
- Particular filter housings and elements were selected based on their high dirt holding capacity which results in longer element life and therefore extended intervals between filter element change outs. This provides the customer with a lower consumable cost and less equipment downtime.
- Manifolds and pipework with SAE flange connections have been utilised to eliminate the need for large diameter hoses which require a large bend radius. This has resulted in a well organised and efficient design, compliant with the space and weight parameters of the client’s mining environment.
The Result
Despite the challenging nature of the project, Berendsen met the specified budget and delivered each of the units on time. Manufacturing quality certifications and appropriate documentation were also supplied to meet the end user requirements.
Want to learn more about our custom hydraulic solutions?
As Australia’s leading hydraulics company, Berendsen Fluid Power is experienced in the design and manufacture of custom solutions to meet any hydraulic requirement. Call us today on 1800 660 249 to discuss your requirements today.
Berendsen’s extensive range of capabilities enables us to provide both periodic servicing and complete system overhauls on equipment. We conduct thorough equipment assessment including high pressure testing of ball valves and filter housings, crack testing of structural welds and welds in the high pressure part of the circuit, replacing seals and fasteners etc.